Ремонт деталей из пластмассы Ford Focus 1
- ‹‹‹ Pinpoint-тесты вспомогательной удерживающей системы (после 10.2001) Ford Focus 1
- Шум ветра Ford Focus 1 ›››
Кузов и покрытие. Ремонты кузова.
Общие сведения
Вследствие различий в конструкции ремонт элементов из пластмассы подразумевает различные методы ремонта:
- Термопластичная правка
- Сварка пластмассы (PC, PP/EPDM и т.д.)
- Склеивание пластмассы (все пластмассовые элементы)
- Ламинирование пластмассы (только элементы GRP с полиэфирной смолой)
При выполнении ремонта большое значение имеют характеристики пластмассы. Можно выделить две главных группы:
- Термопластики (пластомеры или термопластичная пластмасса)
- Дюропластики (термореактивная пластмасса)
Термопластики (пластомеры)
- Тепло заставляет термопластики переходить из твердого состояния в термоэластичное состояние и затем в термопластичное состояние.
- После охлаждения термопластиков они возвращаются в твердое состояние.
Дюропластики
Дюропластики намного тяжелее и более ломки, чем термопластики.
- При нагревании их прочность в значительной степени остается неизменной.
- При превышении критической температуры дюропластики разрушаются.
- Охлаждение не будет возвращать их в первоначальное состояние.
Пластмассы, используемые компанией Ford
| Аббревиатура | Наименование |
| ABS. | Акрилонитриловый бутадиен стирол (полимер) |
| PA | Полиамид |
| PC | Поликарбонат |
| PP | Полипропилен |
| PP/EPDM | Полипропиленовая/ этиленпропиленовая резина |
| PC/PBT | Поликарбонат/ терефталат полибутилена |
| PBT/PC | Терефталат полибутилена/ поликарбонат |
| PUR | Полиуретан |
| GF | Усиленный стекловолокном |
Идентификация пластмасс
Если пластмасса не имеет никакой маркировки, ее тип можно установить, используя две различных процедуры/ методики:
- Визуальный осмотр
- Механическая проверка
Идентификация типа пластмассы требуется для выполнения сварки пластмассы, чтобы определить правильное использование соответствующего сварочного электрода.
Визуальный осмотр
Визуальные осмотры главным образом служат для идентифицирования материалов PUR и GRP. Термопластичные элементы (например, бамперы) часто окрашиваются и поэтому их идентификация затруднена.
Опознавательные характеристики:
- PUR: если образуются трещины или возникают аналогичные повреждения, видимые поры в пенопласте.
- GRP: распознаваемая структура стекловолокна на внутренней части.
Механическая проверка
- Степень твердости; чем выше тональность, тем тверже пластмасса.
- Упругость (эластичность); чем приглушеннее тон, тем выше упругость пластмассы.
ПРИМЕЧАНИЕ: Механические проверки могут позволить идентифицировать группу пластмассы, но не тип пластмассы.
В соответствии со статистикой повреждений наиболее часто подвергаются ремонту пластмассовые бамперы.
ПРИМЕЧАНИЕ: Если полиуретан (пена) с внутренней стороны приклеен к наружной оболочке бампера, этот пенопласт PUR не следует снимать для выполнения ремонта. Если имеется серьезное повреждение, такое как растрескивание или раскалывание наружной оболочки, не выполняйте никакой ремонт в зоне пенопласта. Правило для этого случая: замените элемент.
Наружная оболочка пластмассовых бамперов главным образом состоит из термопластичных материалов. В зависимости от степени повреждения и доступности можно применить следующие процедуры ремонта:
- Термоупругая правка
- Склеивание
- Сварка
Термоупругая правка
Бамперы часто имеют деформации, которые происходят в упругой зоне. Они обычно принимают форму вмятин, углублений и изгибов. Многие из этих деформаций (например, в бампере) сразу же или спустя некоторое время самоустраняются. Это самоустранение зависит от протяженности повреждения и температуры. Большинство деформаций плоскостей в упругой зоне устраняются (форма элемента возвращается в исходную форму) при нагревании струей горячего воздуха (техническим термофеном).
Упругие деформации плоскостей
ПРИМЕЧАНИЕ: Необходимое воздействие тепла зависит от типа пластмассы. Не следует производить нагревание вне упругой зоны. Деформация пластмассы не может быть реверсирована. Никогда не используйте открытый огонь!
Вмятины или углубления на плоскости следует равномерно нагревать приблизительно до 200°C, используя технический термофен и, если возможно, подавая тепло по очереди с обеих сторон. Если вы не переусердствуете в подаче тепла, деформация будет устранена и поверхность элемента вернется к своей первоначальной форме.
В определенной степени правку можно поддержать, используя механические инструменты, такие как рукоятка молотка, пластмассовый клин и т.д.
Протяженные трещины и перекручивание
Если в зоне повреждения имеются протяженные трещины или даже перекручивание, возможности термоупругой правки ограничиваются. Для этого вида повреждений больше всего подходит ремонт склеиванием.
- Чтобы предотвращать натяжение в материале, отрежьте треснутые или перекрученные зоны (используя ножовку).
- Нагрейте выемку приблизительно до 200°C (равномерно, снаружи и изнутри) и откорректируйте форму до первоначальной, используя узкий шпатель или рукоятку молотка.
Сварка пластмассы
ПРИМЕЧАНИЕ: Не выполняйте сварку пластмассы в зоне установки пенопласта.
Сварка пластмассы - наиболее подходящий способ ремонта трещин в пластмассовых бамперах, где задняя сторона поврежденной зоны не подходит для ремонта склеиванием. Примеры: Ребристое сечение, коробчатое сечение, узкие скругленные секции в усиленных зонах.
Требуемые инструменты и материалы
В дополнение к инструментам, имеющимся на станции технического обслуживания (такие как скребки, шлифовальные машинки и т.д.) для сварки пластмассы требуются следующие инструментальные средства:
- Технический термофен (приблизительно 1500 Вт)
- Сварочные сопла
- Различные сварочные электроды
- Фреза Ш 5.5 мм для обработки сварочной канавки.
- Сердцевидный шабер.
Пистолет для сварки пластмассы
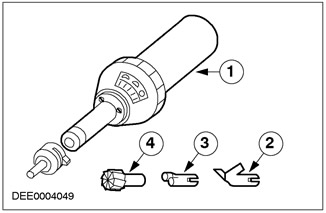
| Поз. | № Запасной Части | Наименование |
| 1 | - | Пистолет для сварки пластмассы |
| 2 | - | Сопло для быстрой сварки |
| 3 | - | Клиновое сопло (фиксированное сопло) |
| 4 | - | Торцевая фреза |
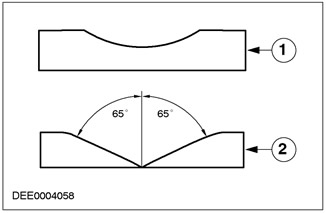
Подготовка места ремонта (трещина)
Подготовьте место растрескивания для сварки швом с V-образной разделкой кромок.
Сварной шов с V-образной разделкой кромок
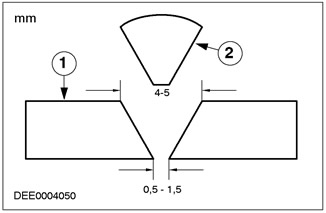
| Поз. | № Запасной Части | Наименование |
| 1 | - | Часть, подлежащая ремонту |
| 2 | - | Сварочная присадка (определенной формы) |
Подготовка сварного шва с V-образной разделкой кромок:
- Сделайте канавку для сварки, используя шабер (торцевую фрезу).
- Выдержите угол соединения в 60° - 70°.
ПРИМЕЧАНИЕ: Высверлите конец трещины (сверло диаметром 3 мм), что предотвращает дальнейшее растрескивание. Перед началом сварки в месте, где выверка краев неравномерна, зафиксируйте начало трещины, используя пассатижи.
- Высверлите конец трещины.
Подготовка технического термофена и сварочного электрода
Преобразуйте технический термофен в пистолет для сварки пластмассы (удлиненное сопло и сопло для быстрой сварки).
Отрегулируйте температуру сварки (200°C -700°C) в соответствии с предписанными значениями.
Температура сварки
Температуру сварки определяют два фактора:
- Тип пластмассы
- Толщина сварочного электрода
Значения для наиболее важных материалов и толщина обычного сварочного электрода (5.7 мм x 3.7 мм)
|
Термопласт |
Температура сварки в °C (предписанное значение) |
Настройка потенциометра управления для пистолета сварки пластмассы |
|
|
Клиновое сопло |
Сопло для быстрой сварки 5.7mm |
||
|
ABS. |
350 |
4,5 |
5,3 |
|
PP |
300 |
3,8 |
4,5 |
|
PP/EPDM |
300 |
3,8 |
4,5 |
|
PBT/PC |
300 |
3,8 |
4,5 |
|
PA |
400 |
5,1 |
5,6 |
|
PC |
350 |
4,5 |
5,3 |
|
PC/PBTP |
350 |
4,5 |
5,3 |
- Сваривайте пластмассу PBT/PC, используя только сварочный электрод PP.
- Пластмасса, усиленную стекловолокном, сварке не подлежит.
- Окрашенные в голубой цвет пластмассовые элементы Ford Ka не могут быть окрашены и поэтому не подходят для ремонта элементов из пластмассы.
Задняя сторона пистолета для сварки пластмассы
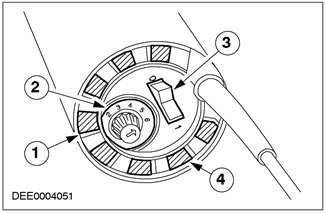
| Поз. | № Запасной Части | Наименование |
| 1 | - | Отверстие воздухозаборника |
| 2 | - | Блок регулирования температуры |
| 3 | - | Переключатель |
| 4 | - | Переключатель расхода воздуха |
- Данные значения температуры - это температура воздуха для пистолета для сварки пластмассы. Температура материала намного ниже.
- При регулировке температуры соблюдайте инструкции производителя.
- Предварительно в течение 3-4 минут прогрейте сварочное оборудование до заданной температуры сварки.
- Сделайте спереди скос на сварочном электроде, чтобы гарантировать постепенное заполнение в начале канавки (трещины).
Выполнение сварки
При сварке пластмассы следует соблюдать следующие требования:
- Правильный температурный режим
- Равномерность скорости сварки
- Равномерность рабочего давления
Вставьте скошенный сварочный электрод в нагретая камеру предварительного нагрева сопла быстрой сварки настолько, чтобы кончик сварочного электрода появился с обратной стороны.
Выверка положения сопла быстрой сварки
Обратная сторона сопла быстрой сварки должна располагаться параллельно ремонтируемой поверхности в направлении вдоль. Параллельное расположение в направлении вдоль достигается соответствующим наклоном сварочного оборудования.
Положение пистолета для сварки пластмассы
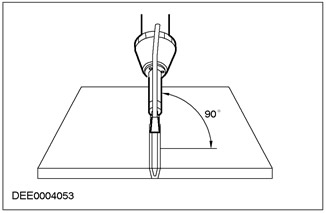
- Перемещать пистолет для сварки пластмассы следует таким образом, чтобы сварочный электрод располагался строго вертикалью по отношению к канавке.
- Процедуру сварки можно начать тогда, когда сварочный электрод и пластмасса, подлежащая сварке будут находиться в пластическом состоянии.
Сварной шов
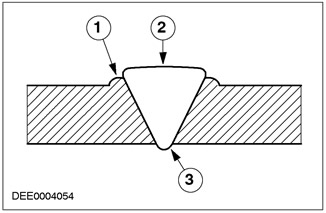
| Поз. | № Запасной Части | Наименование |
| 1 | - | Валик сварного шва |
| 2 | - | Усиление сварного шва |
| 3 | - | Основание сварного шва |
ПРИМЕЧАНИЕ: Оптимальное соединение достигается, когда вдоль кромки сварного шва формируется небольшой и ровный валик сварного шва. Очень важно проваривать трещину насквозь. Проверьте сварной шов с оборотной стороны и при необходимости повторите сварку.
Рабочее давление при сварке прикладывается только к сварочному электроду.
Ошибки при сварке
Деформация:
- Зона ремонта была перегрета.
- Наличие натяжения материала при сварке частей.
- Пластмассовый элемент слишком тонкий.
Плохое сварное соединение:
- Слишком низкая температура сварки.
- Слишком высокая скорость сварки.
- Сварка различных материалов.
Сварной шов заглублен:
- Слишком широкая канавка вдоль трещины
- Слишком высокая температура сварки.
Доработка сварного шва
- После остывания выпуклую часть сварного шва можно удалить, используя углошлифовальную ручную машинку и шкурку зернистостью P80.
- Затем выполняется плоское шлифование с использованием плоскошлифовальной ручной машинки и шкурки зернистостью P120 - P220.
- Очистите обработанную отремонтированную поверхность, используя раствор для очистки пластмассы.
- Нанесите пластмассовый грунт тонким слоем на отремонтированную поверхность.
Возвратно-поступательная сварка пластмассы
Возвратно-поступательная сварка пластмассы - это предпочтительный метод для устранения трещин в труднодоступных местах.
- При возвратно-поступательной сварке сварочный электрод перемещается свободно.
- Подготовка канавки вдоль трещины аналогична.
Выполнение сварки
- Пистолет для сварки пластмассы оснащается только удлинительным соплом.
- Сварочный электрод и канавка вдоль трещины приходят в пластическое состояние посредством вертикальных возвратно-поступательных движений.
- Сварочный электрод в пластическом состоянии вертикально вставляется в канавку.
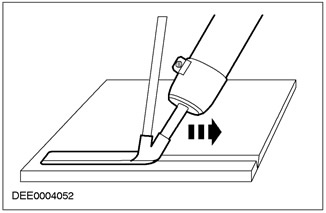
Возвратно-поступательная сварка
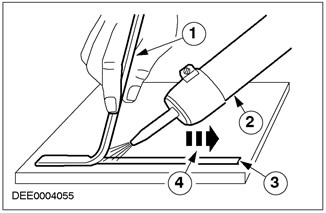
| Поз. | № Запасной Части | Наименование |
| 1 | - | Сварочный электрод |
| 2 | - | Пистолет для сварки пластмассы |
| 3 | - | Сварочная канавка |
| 4 | - | Направление сварки |
Следующие требования следует соблюдать при выполнении возвратно-поступательной сварки:
- Равномерное нагревание сварочного электрода и сварочной канавки.
- Равномерная скорость сварки.
- Вертикальное расположение и равномерное давление на сварочный электрод.
Все другие ремонтные действия описываются в гл. «Сварка пластмассы - Доработка сварного шва».
Склеивание пластмассы
Общие сведения
Технология склеивания имеет некоторые преимущества перед технологией сварки:
- В пределах группы термоэластомеров все полужесткие вспомогательные элементы (такие как бамперы, передние решетки и т.д.) можно ремонтировать без идентификации.
- Для всех элементов из термопластмассы следует использовать двухкомпонентный клей на полиуретановой основе.
- Чтобы обеспечить исходные механические свойства, к канавкам (на трещинах, максимум, до 100 мм) и изломам можно прикрепить усилительные ленты.
Требуемые инструменты и оборудование
Чтобы выполнить склеивание элементов из термопластмассы, можно использовать инструменты и оборудование из малярного цеха. Чтобы зачистить трещины и царапины, можно использовать углошлифовальные машинки и ленточно-шлифовальные машинки. Для тонкого шлифования используются плоскошлифовальные ручные машинки с отсосом. Инфракрасный нагреватель гарантирует быстрое и эффективное высушивание.
Комплект для ремонта элементов из пластмассы
- Раствор для очистки пластмассы
- Пластмассовый грунт
- Комплект для ремонта с использованием клея
- Три двойных картриджа
- Три эмульсионных трубки
- Металлические усилительные ленты
- Усилительное волокно
Инструменты и вспомогательное оборудование
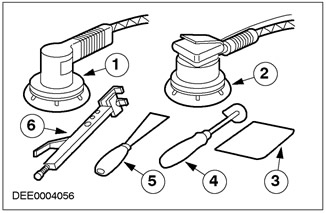
| Поз. | № Запасной Части | Наименование |
| 1 | - | Углошлифовальная машинка с переключением скоростей |
| 2 | - | Плоскошлифовальная ручная машинка |
| 3 | - | Пластмассовая шпатлевка |
| 4 | - | Скребок |
| 5 | - | Шпатель для краски |
| 6 | - | Пассатижи |
Подготовка места ремонта (царапин)
Перед ремонтом очистите пластмассовые части с обеих сторон, используя раствор для очистки, подаваемый под высоким давлением, и затем высушите.
Очистите ремонтируемую поверхность, используя раствор для очистки пластмассы.
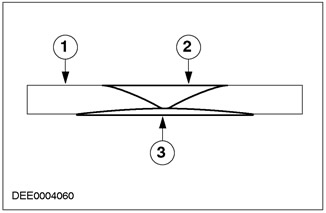
Расшлифовка царапины
| Поз. | № Запасной Части | Наименование |
| 1 | - | Подготовка царапины |
| 2 | - | Подготовка трещины |
- Расшлифовывать царапины следует тщательно, обеспечивая плоскость и используя плоскошлифовальную ручную машинку. Наждачная бумага, зернистость P80 - P120
- Тонкая шлифовка с использованием плоскошлифовальной ручной машинки: наждачная бумага, зернистость P120
ПРИМЕЧАНИЕ: При очистке используйте защитные перчатки. Тщательно очистите место ремонта, используя средство для очистки пластмассы и бумажные салфетки.
- Равномерно напылите пластмассовый грунт на место ремонта.
Подготовка места ремонта (трещины)
- Расшлифуйте трещину на передней стороне таким образом, чтобы она стала плоской, используя углошлифовальную машинку или ленточно-шлифовальную машинку. Поверхность шлифовки шириной 40-60 мм
- Подшлифуйте, используя плоскошлифовальную ручную машинку. Наждачная бумага: зернистость P120.
- Рассверлите конец трещины (диаметр 3 мм), чтобы предотвратить дальнейшее растрескивание.
- Оботрите оборотную сторону вдоль трещины.
- Очистите место ремонта с обеих сторон, используя средство для очистки пластмассы и бумажные салфетки.
- Равномерно напылите пластмассовый грунт на место ремонта.
Подготовка к склеиванию
- Двухкомпонентный клей наносится на очищенное и загрунтованное место ремонта, используя ручной пистолет.
- Воздействие на рычаг пистолета выдавливает смолу и отвердитель из двойного картриджа в присоединенную эмульсионную трубку.
Склеивание трещины
Даже незначительные углубления типа трещин требуют подготовки. Чтобы обеспечить достаточное грунтование для использования клея, поверхность ремонтируемой зоны также должна быть обработана. Это также предотвращает зону ремонта от последующего оседания.
- После очистки и грунтования с избытком заполните полость царапины клеем.
- В процессе нанесения материала конец эмульсионной трубки должен быть опущен в клей, чтобы предотвратить проникновение воздуха.
- Размажьте и выровняйте клей, используя гибкий пластмассовый шпатель.
- Отработайте процедуру отверждения клея, используя инфракрасный нагреватель или сушильную печь.
Склеивание трещины с использованием усиления
Место ремонта усиливается, чтобы увеличить сопротивление скручиванию в случае растрескивания и разрыва большой протяженности. Для этой цели на тыльной стороне фиксируются соответствующие усилительные материалы (металлические полоски, усилительные волокна).
- Закройте трещину на лицевой стороне листом PE и липкой лентой.
- С тыльной стороны заполните сделанную вдоль трещины канавку клеем для пластмассы.
- Широкая лента усилительного волокна фиксируется поверх канавки в валике клея.
- Концы трещины усиляются посредством закрепления металлической полосы, которая прикрепляется к пластмассовому элементу, используя пассатижи.
- Затем выровняйте усилительный материал по всей поверхности.
- Высушите, используя инфракрасный нагреватель или сушильную печь.
- Лист PE предотвращает возникновение избытка клея с передней стороны трещины.
- Снимите лист PE после высыхания клея.
- Размажьте клей поверх места ремонта на лицевой стороне.
- Отработайте процедуру отверждения, используя инфракрасный нагреватель или сушильную печь.
- Охладите клей до комнатной температуры, чтобы предотвратить снятие клея при шлифовании и предотвратить износ наждачной бумаги.
Шлифование
ПРИМЕЧАНИЕ: В случае сухого шлифования используйте отсос и пылезащитную маску.
- Сошлифуйте выступающий клей, используя плоскошлифовальную ручную машинку. Наждачная бумага: зернистость P120 - P220.
- Вручную доработайте перекосы и искривленные участки.
- Используйте абразивную прокладку, чтобы сделать шероховатыми окрашенные поверхности.
- Тщательно очистите пластмассовый элемент, используя средство для очистки пластмассы и бумажные салфетки.
ПРИМЕЧАНИЕ: Тщательно просушите пластмассовый грунт (матовая поверхность).
- Тонким слоем напылите на зону ремонта и отшлифованные зоны пластмассовый грунт для последующего нанесения шпатлевки 2К.
Нанесение двухкомпонентной шпатлевки
Чтобы предотвратить возникновение пористости на краях и сгладить неровности, желательно наносить шпатлевку 2К (MS, HS) с повышающей эластичность присадкой.
- После сушки охладите шпатлевку 2К до комнатной температуры и отшлифуйте, используя плоскошлифовальную ручную машинку и мелкозернистую наждачную бумагу.
- Вручную (влажным способом) доработайте перекосы и искривленные участки, используя мелкозернистую наждачную бумагу.
- Проверьте рельеф места ремонта и доработайте, если рельеф неравномерен.
- Выполните окрашивание, работая в соответствии с инструкциями производителя.
Ремонты GRP
Общие сведения
Материал GRP тверд и хрупок по своим механическим свойствам. Вследствие таких механических свойств, трещины и разрывы часто приводят к серьезным повреждениям. Стабильность и безопасность элементов из GRP ухудшается в случае растрескивания усилительного стекловолокна. В случае серьезного повреждения, которое влияет на конструкцию элемента, такие элементы следует заменять. Незначительное повреждение (типа истирания, трещин до 80 мм, отверстий приблизительно до 60 мм в диаметре и т.д.) можно отремонтировать в соответствие с техническими стандартами и стандартами на внешний облик при условии того, что повреждение не находится в интенсивно используемых или труднодоступных местах. Чтобы обеспечить превосходное качество ремонта, соблюдайте следующие моменты:
- Комнатная температура должна быть равна, как минимум 15°C, а воздух должен быть таким сухим, насколько это возможно.
ПРИМЕЧАНИЕ: Отпечатки пальцев остаются на пленке, что препятствует созданию правильного соединения.
- Место ремонта должно быть тщательно высушено и очищено.
- Перед ремонтом ремонтируемый элемент GRP должен быть высушен с использованием инфракрасного нагревателя или сушильной печи.
- В случае больших трещин и разрывов, прочность наружной оболочки можно восстановить, используя с оборотной стороны усилительный материал.
Требуемые инструменты и вспомогательное оборудование
- Ножовка (пила для кузовных работ) для разделения трещин.
- Осевая шлифовальная машинка, углошлифовальная машинка или ленточно-шлифовальная машинка для шлифовки места ремонта.
- Плоскошлифовальная ручная машина для расшлифовки и шлифовки ремонтной поверхности.
- Блок ручной зачистки для шлифования малых поверхностей.
Шлифовка места ремонта
- Обработайте кромку отверстия, придав ей V-образную и плоскую форму, используя углошлифовальную машинку и наждачную бумагу зернистостью P80 - P120.
- Снимите слои шпатлевки и краски.
- Если образовались трещины, они вышлифовываются в основании трещины на 3 мм. Это устраняет любое внутреннее напряжение.
- Для обеспечения последующей адгезии ремонтного материала важно осторожное, плоское шлифование.
ПРИМЕЧАНИЕ: Поверхность следует подшлифовать вручную.
- Шлифование с использованием углошлифовальной машинки сопровождается выделением тепла, которое вызывает изменение поверхностной структуры смолы. Это приводит к ухудшению адгезии.
Ремонтные компоненты GRP
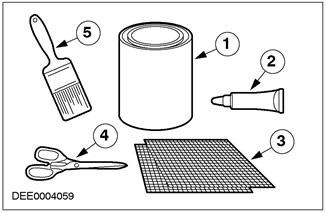
| Поз. | № Запасной Части | Наименование |
| 1 | - | Полиэфирная смола |
| 2 | - | Отвердитель |
| 3 | - | Маты из стекловолокна |
| 4 | - | Ножницы |
| 5 | - | Щетка |
Нанесение полиэфирной смолы
Полиэфирная смола смешивается с отвердителем и, используя щетку, тонким слоем наносится на чистое место ремонта.
Вставьте мат из стекловолокна
- Обрежьте мат из стекловолокна в требуемый размер и вставьте его в накладываемую полиэфирную смолу.
- Нанесите большее количество полиэфирной смолы поверх мата из стекловолокна и при необходимости добавьте второй или третий мат.
ПРИМЕЧАНИЕ: Полностью погрузите мат стекловолокна в полиэфирную смолу. Воздух не может присутствовать в зоне ремонта.
- Нанесите полиэфирную смолу, используя щетку.
- Позволите полиэфирной смоле высохнуть при комнатной температуре.
- С тыльной стороны укрепите большие трещины и разрывы усилительным материалом, чтобы восстановиться прочность наружной оболочки.
Нанесение шпатлевки
- Углубления на передней стороне заполняются полиэфирной шпатлевкой, чтобы обеспечить гладкую, плоскую поверхность.
- При необходимости повторите процедуру.
Нанесите шпатлевку
| Поз. | № Запасной Части | Наименование |
| 1 | - | Ремонтируемый элемент из GRP |
| 2 | - | Полиэфирная шпатлевка |
| 3 | - | Вставка из стекловолокна |
Окончательное нанесение шпатлевки
Восстановите рельеф поверхности, нанеся полиэфирную шпатлевку.
Шлифование с использованием плоскошлифовальной ручной машинки
- Удалите выступающий полиэфирный материал, используя плоскошлифовальную ручную машинку. Наждачная бумага зернистостью P120 - P220.
- Ремонтируемую поверхность можно окрасить после шлифования.
Меры предосторожности
- Полиэфирная смола, клей, растворители и разбавители - это горючие вещества и их следует хранить в удалении от открытого огня или пламени.
- Операции отрезания и шлифования следует выполнять только в помещениях, оснащенных вытяжной вентиляцией (отсосами).
- Если помещения с системами отсосами отсутствуют, используйте только инструменты с системами отсоса.
- Очень важно использование средств защиты, таких как перчатки, защитные очки, фартуки и респираторы.
За дополнительной информацией обратитесь к Разделу 501-25A / 501-25B / 501-25C / 501-25D / 501-25E / 501-25F / 501-25G. Также важно соблюдать все соответствующие правила, законы по охране труда, информационные листы, памятки о мерах предосторожности и рекомендации по работе с клеями, содержащими эфир изоциановой кислоты, полиэфирную смолу, растворители и разбавители.